本篇文章内容由[中国幕墙网]编辑部整理发布:
焊缝的质量等级怎样划分?
焊缝的质量等级划分为一级焊缝、二级焊缝、三级焊缝。焊缝质量等级的划分,GB50017第7.1.1条有详细规定:

“焊缝应根据结构的重要性、荷载(词条“荷载”由行业大百科提供)特性、焊缝形式、工作环境以及应力状态等情况,按下述
原则分别选用不同的质量等级:
1. 在需要进行疲劳计算的构件(词条“构件”由行业大百科提供)中,凡对接焊缝均应焊透,其质量等级为:
1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;
2) 作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2. 不需要计算疲劳的构件中,凡要求与母材等强的对接焊焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3. 重级工作制和起重Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级。
4. 不要求焊透的T形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接
采用的角焊缝,其质量等级为:
1) 对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;
2) 对其他结构,焊缝的外观质量标准可为三级。”
一级焊缝、二级焊缝的焊缝质量要求是怎样规定的?
GB50205第5.2.4条对一级焊缝、二级焊缝的焊缝质量作了详细规定。设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
焊接球节点网架焊缝、螺栓球节点网架焊缝及园管T、K、Y形节点相关线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.1、《螺栓球节点网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.2、《建筑钢结构焊接技术规程》JGJ81的规定。
一级、二级焊缝的质量等级及缺陷分级应符合下表的规定。
表 一级、二级焊缝的质量等级及缺陷分级
焊缝质量等级 | 一级 | 二级 | |
内部缺陷缝超声波探伤 | 评定等级 | Ⅱ | Ⅲ |
检验等级 | B级 | B级 | |
探伤比例 | 100% | 20% | |
内部缺陷射线探伤
| 评定等级 | Ⅱ | Ⅲ |
检验等级 | AB级 | AB级 | |
探伤比例 | 100% | 20% | |
注:探伤比例的计算方法应按以下原则确定:(1)对工厂制作焊缝,应按每条焊缝计算百分比,且探伤长度应不小于200mm,当焊缝长度不足200mm时应对整条焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百分比,探伤长度应不小于200mm,并应不少于1条焊缝。 | |||
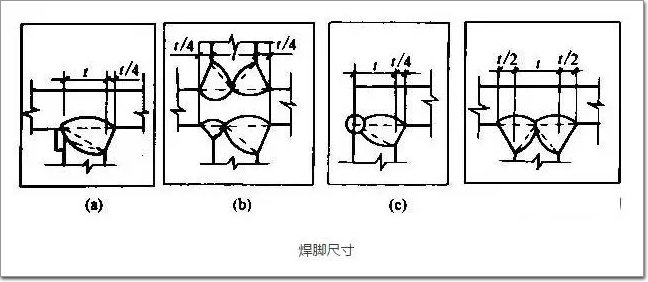
T形接头、十字形接头、角接接头的焊缝质量要求是怎样规定的?
GB50205 第5.2.5条对T形接头、十字形接头、角接接头的焊缝质量作了详细规定。T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于t/4(图a、b、c);设计有疲劳验算要求的吊车梁或类似构件的腹板与上刚翼缘连接的焊脚尺寸为t/2(图d),且不应大于10mm。焊脚尺寸的允个许偏差为0~4mm。
焊缝表面缺陷应达到怎样要求?
GB50205第5.2.6条对焊缝表面缺陷控制作了详细规定。焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
二级焊缝、三级焊缝的外观质量应达到怎样要求?
GB50205附录A对二级焊缝、三级焊缝的外观质量作了详细规定。
焊缝的尺寸偏差和外形尺寸偏差是怎样规定的?
GB50205附录A,表A.0.2对对接焊缝及完全熔透组合焊缝的尺寸偏差作了详细规定。表A.0.3对部分焊透组合焊缝和角焊缝的外形尺寸偏差作了详细规定。
焊成凹形的角焊缝的质量和焊缝的感观应达到怎样要求?
GB50205第5.2.10条规定,焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊,不得在其表面留下切痕。第5.2.11条规定,焊缝感观应达到:外形均匀、成型良好,焊道与焊道、焊道与基本金属间过渡较平滑,焊渣和飞溅物基本清除干净。
焊缝质量检查是怎样规定的?
JGJ81-2002 第7部分 焊缝质量检查,对焊缝质量检查抽样方法、焊缝外观检验及无损检测作了规定。



")

