【门窗幕墙网】
绪论
目前,我国人民对生活品质的要求也越来越高,传统建筑的施工方法已越来越不能满足现代居民的居住需求;建筑产业链上的各方均在不断寻求实现建筑标准化、工业化、集约化生产新思路新方法;装配式建筑采用标准化设计、工厂化生产、装配化施工、信息化管理、智能化应用,是现代化、工业化的生产方式;实现节能、节水、节材、节时、节省人工、大幅减少建筑垃圾和扬尘,实现绿色施工,因此,推广装配式住宅是一条可行的发展之路,同时也使得装配式建筑从规划、设计、生产到运营整个产业链市场也有了更多的发展空间。
2016年9月,国务院办公厅《关于大力发展装配式建筑的指导意见》指出:提升装配施工水平。引导企业研发应用与装配式施工相适应的技术、设备和机具,提高部品部件的装配施工连接质量和建筑安全性能。鼓励企业创新施工组织方式,推行绿色施工,应用结构工程与分部分项工程协同施工新模式。
装配式建筑中,建筑部品由车间生产加工成预制品或模块,建筑现场主要做装配作业,这与传统建筑设计与施工模式发生颠覆性变化,随着装配式建筑技术(词条“建筑技术”由行业大百科提供)的发展,现有门窗安装生产技术不能满足建筑及围护结构一体化设计与施工的要求;门窗是建筑外围护结构阻隔外界气候侵扰的基本屏障,与建筑围护结构的其他部分,即墙体和屋面相比,门窗属薄壁轻质构件,是建筑保温、隔热、隔声最薄弱的环节。
现行的门窗安装施工形式,是先在工厂加工窗框,在建筑结构门窗洞口中安装完成后,再按土建施工进度,依次安装窗扇、玻璃及配件。因安装过程是半成品安装,与土建施工反复交叉作业,存在门窗成品破损、污染、室外安装高空坠落等风险;同时,配合土建施工需要反复交叉进行现场半成品安装,均可能造成门窗损坏,保温性能、水密性(词条“水密性”由行业大百科提供)、气密性不能有效保障,影响整窗节能效果,窗的最终成品质量很难得到有效控制;因此,目前的建筑外窗产品从生产到安装存在着不利于大规模工业化生产和质量控制的因素。
为解决目前存在的问题,需要一种装配式建筑节能窗系统,一种新型结构的建筑外窗加工、安装技术,实现铝合金门窗的玻璃安装、密封件(词条“密封件”由行业大百科提供)、五金配件安装调试等工序在工厂内一次性加工完成,最大程度的减少工程施工安装环节。将建筑外窗框架按照装配式建筑可实现的原则进行分拆设计,在工厂内做成独立的单元,现场进行拼装组合。
研发装配式建筑节能窗系统,与传统节能窗相比,具有以下意义:装配式门窗技术真正实现了门窗产品的标准化生产,最大限度的减少门窗现场安装施工工序,减少现场安装工作量,大幅提高施工安全性,缩短了门窗安装周期;同时,绝大部分工序都在工厂内完成,使现场安装对门窗质量的影响程度降至最低,有利于门窗成品整体质量的提升。
1 国内外门窗行业安装技术现状
将铝合金窗直接安装在未经表面装饰的墙体门窗洞口上,在墙体表面湿作业装饰时对门窗洞口间隙进行填充和防水密封处理(引自《铝合金门窗工程技术规范》(JGJ 214-2010))。
由于湿法安装方式墙体表面湿作业的水泥砂浆等材料以及操作中对铝合金窗框的污染和破坏较严重,《铝合金门窗工程技术规范》(JGJ 214-2010)中规定:铝合金门窗宜采用干法施工方式,铝合金门窗的安装宜在室内侧或洞口内进行。
1.2 干法安装:
建筑墙体门窗洞口预先安置附加金属外框并对墙体缝隙进行填充、防水密封处理,在墙体洞口表面装饰湿作业之完成后,将门窗固定(词条“固定”由行业大百科提供)在金属附框上的安装方法。(引自《铝合金门窗工程技术规范》(JGJ 214-2010))。
干法安装工作流程为:1准备工作→2测量放线→3确认安装基准→4洞口处理→5钢附框安放、校正、固定→6防雷施工(中高层建筑)→7洞口土建抹灰收口→8安装门窗框→9调整固定→10安装玻璃及打胶→11安装、调整窗扇及五金件→12门窗四周打胶→13纱窗安装→14清理、清洗门窗→15检查验收。
近几年干法安装技术在行业应用越来越多,现行的干法施工安装技术为:利用矩形钢管作为附框用于铝合金窗框与结构墙的连接固定构件,窗框、窗扇、五金(词条“五金”由行业大百科提供)配件、玻璃、门窗密封材料等分别进行安装。这种干法安装技术和传统的湿法安装相比有利于成品保护、一定程度上缩短了安装周期、便于维护更换、提高安装精度,但是依然存在如下问题:
(1)钢附框影响门窗的节能保温性能:现行的方案中矩形钢管作为附框用于铝合金窗框与结构墙的连接固定构件,因其没有隔热结构,致使门窗与结构墙连接处为“冷桥”,影响门窗的节能保温效果想。
(2)现场施工周期长、交叉污染严重:窗框、窗扇、五金配件、玻璃、门窗密封材料等分别在施工现场进行安装,门窗的施工周期依然较长,致使实际运作中墙体表面湿作业与安装铝合金窗框两个工序截然分开很困难,使得安装窗扇、五金配件、玻璃、门窗密封材料等部件之前随着土建施工的进行,一些铝窗框已发生损坏、被建筑墙体表面湿作业的水泥砂浆污染。
(3)影响施工安全及产品成品质量:现行的干法安装技术中很多工作必须在室外进行,施工人员的安全性较差,特别是北方施工受季节影响也较严重,操作工人在寒冷恶劣环境下室外操作手法难以保证,影响产品成品质量。
(4)综合经济损失较高:玻璃等部件从工厂运输到安装现场多次搬运、装卸,现场存储会造成破损率增加;施工安装工作量大、工作效率低、质量损失增加、人工和运输等费用增加。
2 装配式建筑节能窗研发的目标
创造全新的铝合金门窗模块化生产安装技术,设计开发出一套铝合金节能门窗系统,规避现行铝合金门窗技术的弊端,改变铝合金门窗传统加工安装思维方式,有效节约能源;设计开发的铝合金节能窗系统能够实现:
(1)将建筑墙体门窗洞口中较大的洞口拆分成小洞口,分割成二个或两个以上的单元,参照《建筑模数协调标准》(GB/T 50002-2013)、《建筑门窗洞口尺寸协调要求》(GB/T 30591-2014) 按照材料节省、容易生产加工、运输、安装的原则进行优化,确定单元洞口的规格,实现成品窗标准化、模块化加工生产与安装。
(2)铝合金门窗的窗框、窗扇、五金配件、玻璃、门窗密封材料等分别在工厂内安装调试完毕,即产品出厂时为成品窗;现场只进行成品窗安装,实现安装工艺的简单化、标准化,减少现场安装工作量,大大缩短门窗安装的施工周期。
3 装配式建筑节能窗研发的开发思路
3.1 各项基本性能设计
3.1.1 节能设计
预制副框、门窗预制模块的型材均使用断桥隔热型材(穿条式或注胶式均可),隔热构造的宽度可以根据节能指标的要求进行调整。由于装配式门窗接口设计采用单腔结构,可方便地在一侧设置弹性保温材料(聚苯材料或聚氨酯(词条“聚氨酯”由行业大百科提供)挤塑材料),能够有效的阻碍单元拼接腔体内部的空气流通,节能效果超过其它同类节能窗,同时也起到了隔声、降噪的作用。
3.1.2密封设计
装配式节能门窗系统的密封设计至关重要,门窗预制模块之间的密封、门窗预制模块与预制副框之间的密封,密封构造采用两道以上的橡胶条进行连续密封;另外预制副框与门窗洞口之间的密封构造设计根据建筑结构形式的不同进行有针对性的设计,通常情况下预制副框与门窗洞口之间在进行保温分隔后使用防水砂浆进行填缝处理,预制副框与窗洞口内外饰面之间使用防水硅胶再进行密封处理。
3.1.3防水设计
防水设计是装配式节能门窗系统对传统方案一个重要革新,装配式节能门窗可以采取双层防水设计,即门窗预制模块本身的防水设计和下部预制副框内的第二层防水的设计,除了在门窗预制模块上设置等压排水孔之外在下部预制副框与门窗预制模块连接位置也开设排水孔。正常状况下进入腔室的雨水或冷凝水直接由门窗预制模块上的排水孔直接排出。若门窗预制模块与预制副框之间密封不严所造成的雨水渗透或因门窗预制模块排水不畅所造成的漏水以及型材腔体内部的冷凝水可经过下部预制副框的第二层防水顺利排出。
3.2安装构造设计
安装构造设计是装配式门窗的基础设计,主要是设计与洞口墙体直接连接固定的预制副框结构,预制副框除了起到与目前普遍采用的干法施工的钢制附框一样所具有的确定门窗加工尺寸、规范安装位置、室内外墙体过渡等作用以外,还要考虑满足以下要求:
(1)适应各类建筑结构形式(如,砌块(词条“砌块”由行业大百科提供)建筑、板材建筑)的安装需求。
(2)能够承受门窗预制模块的各类荷载(风荷载、自重荷载等);
(3)预制副框、预制中框与门窗预制模块的要一体化配套设计;
(4)考虑加工安装工艺的简单化、标准化;
(5)不同系列、不同产品形式的通用性设计;
(6)设计配套的压座结构,实现门窗预制模块在室内侧进行安装或拆卸;
(7)要具备可拓展性,考虑与其他结构配套,如外用窗台板、外遮阳系统等。
3.3 接口构造设计
门窗预制模块之间、门窗预制模块与预制副框的接口构造设计是装配式门窗系统的关键性设计,也是装配式门窗技术研发的难点所在,由于要综合考虑连接强度、门窗框立面效果、五金安装空间、门窗预制模块尺寸误差等因素,在设计时主要考虑满足以下几点要求:
(1)门窗预制模块与预制副框、预制中框的接口构造设计能够有效吸收单元变形;
(2)门窗预制模块与门窗各类转角的连接部位有完善的构造设计;
(3)接口构造设计考虑门窗预制模块连接后满足各类五金安装空间及承载力(词条“承载力”由行业大百科提供)的要求;
(4)接口构造设计考虑应满足门窗预制模块连接后门窗框可视面宽度的最低要求。
3.4 工艺设计
3.4.1预制副框部分
装配式门窗预制副框直接承受窗体传导过来的荷载 ,即要保证强度的需要,还要考虑施工安装的方便易行,所以预制副框的角部连接采用螺钉连接的方式,这样既可以保证角部连接的强度也能够把预制副框分拆为杆件的形式运输至施工现场后再进行组装,安全方便快捷。
门窗预制模块安装至预制副框的预设位置后,内侧安装采用铝合金压板连接构造,在正风压的荷载作用下压力越大压板与预制副框的啮合部分就会越紧,不易松动,与预制副框形成一体。当需要更换或需要拆卸时,只需将连接螺钉卸下,就能轻松拿下,从而达到牢固、简便、易拆卸等实用功能。
3.4.2 门窗预制模块部分
门窗框采用传统的单臂公母料的设计形式,角部连接采用螺钉连接并使用防水胶垫加涂胶进行密封,竖向门窗框通长,单个门窗预制模块内部的中挺连接工艺、玻璃安装构造、五金安装构造等与现有的常规门窗技术兼容。
通常情况下一个横向分格设计成一个门窗预制模块,单元设置以方便运输、搬运和现场安装为原则,一般不宜不超过3㎡,单个单元板块体重量不宜超过100kg,单元与单元之间采取竖向进行拼接。
装配式建筑节能窗复合隔热型材为新型隔热断桥铝合金型材,型材由室内侧型材、室外侧型材、隔热断桥组成;型材为三腔或者三腔以上结构,形成专用的排水腔、保温腔,隔热断桥内部设有若干空腔,降低了型材成本,又可以材料热膨胀所产生的应力(词条“应力”由行业大百科提供)问题提高了型材的稳定性及整体保温隔热性能。
4 关键技术
装配式建筑节能窗系统设计一种预制副框、预制中框及压板、装饰盖板,预制副框和预制中框将窗洞口进行横向分格,分格尺寸符合规定的门窗预制模块规格范围;安装现场建筑窗洞口结构墙完成后,将预制副框和预制中框在现场组好后安装在窗洞口;然后在工厂加工门窗预制模块(即窗框、扇及五金配件、玻璃等在工厂内组合完成的成品窗),待安装现场条件允许后进行门窗预制模块的安装。
安装时预制副框与门窗预制模块之间调整安装间隙后采用压板固定,压板的一侧压住门窗预制模块型材特定部位,使其朝预制副框的固定翼方向(靠紧室外方向,操作人员在室内);室内侧用压板与预制副框螺纹连接,将门窗预制模块可靠地固定后,再用装饰盖板盖住,使得内侧面保持美观。
此技术方案的优点是:
(1)系统中压板为分段固定,门窗预制模块之间的间隙可调;同时由于增加了室外橡胶密封条(词条“橡胶密封条”由行业大百科提供)也起到了降低噪声的作用。
(2)预制副框、预制中框结构中的第二道防水设计提高门窗系统的水密性能
(3)压板式方案在正风压的荷载作用下压力越大压板的啮合部分会越紧,不易松动,与预制副框、预制中框形成一体。
(4)加工工艺性:借用现有型材、如隔热断桥等;借鉴成熟加工工艺,加工设备通用。
5 装配式建筑节能窗系统创新点
5.1 理论创新:
引入铝合金门窗成品化生产加工的新理念,实现成品窗模块化加工生产与安装,有利于进一步实现标准化、工业化的流水线生产,提高企业经济效益;大规模标准化的生产安装技术使产品质量更稳定,也提高了铝合金门窗系统的综合性能。
5.2 结构创新:
本系统开发的预制副框、预制中框具有独立均衡的三腔或三腔以上结构设计,使该系统门窗具有更高的稳定性,提高力学性能、隔热保温、隔音性能等;型材断面层等位线设计及隔热断桥设计使该系统门窗具备了更好的隔热性能,彻底改变传统门窗安装中简单地利用矩形钢管作为附框连接铝合金窗框与建筑结构墙,创造全新的铝合金门窗模块化的生产安装技术。
本系统门窗预制模块之间调整安装间隙后采用压板固定,压板的一侧压住门窗预制模块型材特定部位,使门窗预制模块朝预制副框的固定翼方向,即靠紧室外方向,操作人员在室内工作;室内侧用压板与预制副框螺纹连接,实现铝合金门窗的现场安装工作全部在室内侧进行,消除现场室外施工的安全隐患。
5.3 生产加工及安装工艺的创新:
研制开发的的装配式建筑节能窗系统实现窗框、窗扇、玻璃及五金配件等的安装各工序在生产工厂内完成;即产品出厂时为成品窗。使得现场安装的工作简单易行,实现安装工艺的简单化、标准化,减少现场安装工作量,同时可提高产品质量。
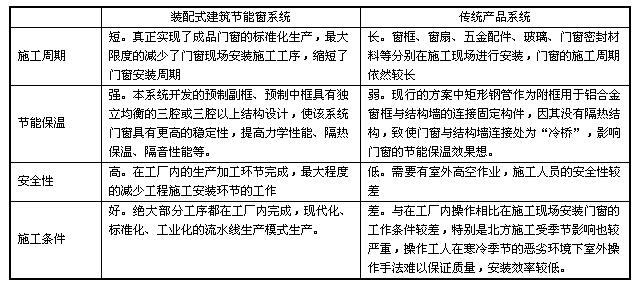
6 装配式建筑节能窗系统综合优势比较
装配式建筑节能窗系统与传统节能窗相比具有的优势如表1:
表1:装配式建筑节能窗系统与传统产品系统综合性比较
结论
装配式建筑节能窗系统创造性地实现了门窗产品标准化、模块化生产,使得产品质量稳定,进一步提高节能效果;有利于门窗产品整体质量的提升,是行业技术的一种革新;其重要意义还在于装配式建筑节能门窗技术与装配式建筑技术相融合,实现安装工艺的标准化、模块化;同时节约能源、保护环境,符合绿色建筑的要求。
参考文献
[1]《铝合金门窗》(GB/T 8478-2008)
[2]《建筑模数协调标准》(GB/T 50002-2013)
[3]《建筑门窗洞口尺寸协调要求》(GB/T 30591-2014)
[4]《铝合金门窗工程技术规范》(JGJ 214-2010)
[5]《居住建筑节能设计标准》(DB11/891-2012)





