(一)工艺装备(主流产品)积极应对系统门窗加工特点
随着门窗技术的完善,近年来系统门窗的应用,越来越为用户所认可。市场已逐步形成以节能门窗为主流的系统门窗产品。系统门窗是由系统公司采用整体门窗系统思路解决的方案,对产品性能、质量的指标明确标准。对于整合门窗产品几乎涉及所供应链,包含加工设备、系统型材、系统五金、系统附件和玻璃、系统检测,这样为门窗企业提供完整的标准化的工业产品。
门窗企业在加工系统门窗过程中,体会到对于系统门窗加工零件精度高、加工难度大等特点,用常规门窗加工设备难于达到系统门窗的技术条件,为此许多设备供应商进行了研究,为系统门窗加工企业提供了一些新的加工设备。
(1)型孔加工设备
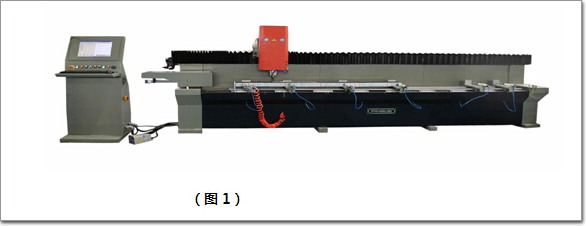
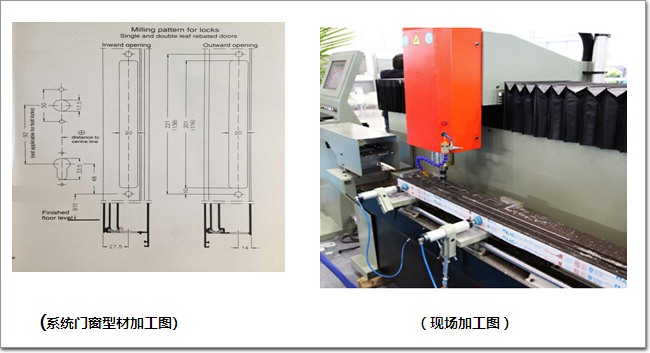
在系统门窗中,对于锁孔、地弹簧孔、五金件安装孔、排水系统提出较高要求,传统的单轴仿形铣加工很难达到精度要求,而用模具加工又难于适应客户的时间和不同系统的多样性加工,所以深受门窗企业欢迎的门窗用加工中心显现其特殊作用。北京市平和机器制造公司(以下简称平和公司)生产的门窗用加工中心(图1)采用了3轴自动换刀方式,输入用通用的门窗输入加工软件,用图形方式,所见所得,操作者只具备初级文化水平就可以完成程序加工,此设备在许多大型门窗企业的系统门窗加工中起到重要的加工能力。
(2)自动仿形铣加工设备
在常规门窗加工中采用双头操作的单轴仿形铣,左手控制深度,右手控制形状,工作劳动强度和环境非常恶劣。平和公司为解决工作人员劳动条件和解决分层加工的难题提供了一款自动进给、分层加工的单轴仿形铣床(见图2),此机床采用左手控制定位和移动,右手控制铣削(词条“铣削”由行业大百科提供)深度和移动,在多腔体的型材上,可采用分层加工,用普通铣刀就可以完成不同腔体的型孔加工。

(3)组角设备的改善
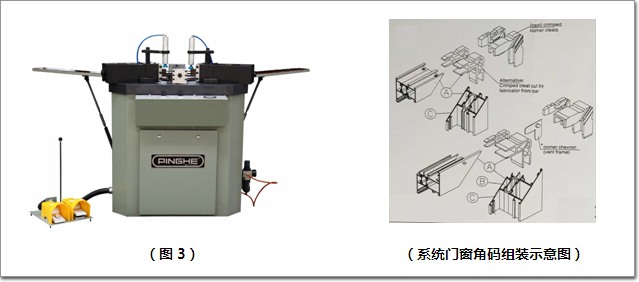
在系统门窗角部加工时,需对冲铆精度加以控制。在工艺中还需增加角部注胶工序,对于设备来讲,需要有一开阔的组角操作空间,同时应有大截面冲铆范围,为满足此工艺需求,平和公司提供一款重型的冲铆机(见图3),采用气液增压系统,低压接近型材,高压冲铆,后定位采用上下移动,给操作者提供便利的装配空间。冲铆力可达到6~7吨,保障冲铆的强度。
(4) 多孔位一次成型
该技术的典型代表为佛山市顺德区金工铝门窗机械实业有限公司(以下简称金工公司)生产的三轴数控型材加工中心(KT-660R),如图4所示。该装备适用各种铝合金型材的安装孔、流水槽、锁孔、形孔等加工工序;具有加工速度快,效率高;采用德国PA高品质进口4轴计算机数控系统,具有良好的用户操作界面;工作头采用意大利进口大功率气冷高速主轴,高质量地完成各种钻铣削加工;采用高品质的交流伺服电机、滚珠丝杠、线性滑轨及轴承等机构以确保设备具有较高的加工精度;主轴采用HSD进口高速电主轴;带有8工位旋转刀具库,自动换刀;设有防护装置,完全保护操作者的人身安全;采用自动定位及夹紧系统;采用用冷却喷雾系统,可对刀具进行冷却处理。5
(5)任意空间角切割锯
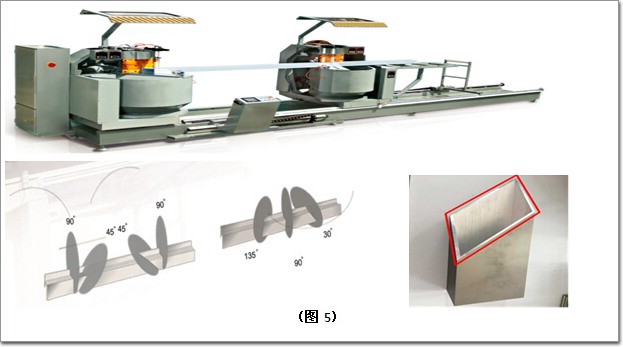
该技术的典型代表为金工公司生产的重型数控复合角双头切割锯(KT-383F/DG),数控五轴摆动,如图5所示。其主要技术特点为:工作台(工作台旋转角度30°~135°)和锯片(锯片可摆动角度90°-45°)可作大角度调节;外径最大可达600mm,线速度高(锯片进给速度0-3m/ min,锯片返回速度2-3m/min);带意大利数控长度定位系统、工作台大角度旋转和锯片大角度摆动数控系统。因此该技术更适合工业型材、铝幕墙料的超大尺寸和各种空间任意角度切割,以及和铝合金幕墙复合角切割。
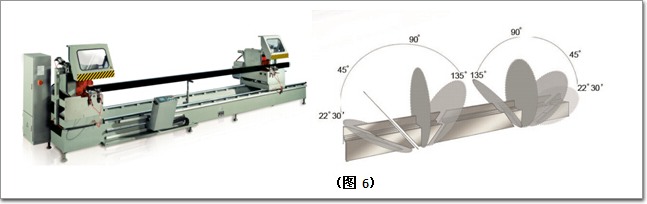
(6)任意平面角切割锯
该技术的典型代表为金工公司生产的数控任意角双头切割锯(KT-383F/D),数控三轴摆动,如图6所示。该设备相对空间任意角切割锯,其功能较为单一,成本低廉,适用大批量部件的加工。其具有以下技术特点:外径可达20″;两锯头锯片可同时进行切割,亦可单独切割;锯片通过数控系统可摆成22.5°~135°的任意角度;本机床采用日本松下数控系统,德国ELGO原装反馈系统,定位精度高,重复定位精度可达±0.1mm。
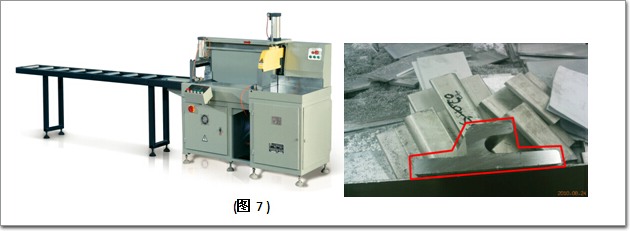
(7)厚型材切割锯
该技术的典型代表为金工公司生产的重型自动切割单头锯(KT-328D/A),如图7所示。本机床带数控送料系统,并可根据客户要求加装托料架。采用精密伺服电机,滚珠丝杠和进口导轨,因而重复切削精度高,加大电机功率至4KW,更适合工业型材,隔热型材大角码,幕墙挂码的切割。
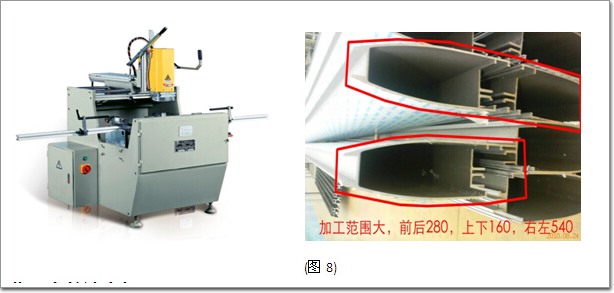
(8)异型角部端成型
该技术的典型代表为金工公司生产的重型高精度仿形铣(KT-393G),如图8所示。机床采用加工中心专用2KW主轴电机,富士矢量型变频器。特大加工尺寸,精度高,特别适用于铝合金型材的各种形状通孔的仿形加工。利用靠模板将孔的形状,按1:1的比率复制到工件上,且可铣5mm厚料。
(9)曲面上的法向加工
该技术的典型代表为金工生产的四轴数控加工中心(KT-850),如图9所示。该装备适用各种铝合金型材的安装孔、流水槽、锁孔、形孔等加工工序;.一次装卡即可完成3个面加工,具有极高的工作效率;最重要是该技术可进行铝材曲面上的法向加工;的采用德国PA高品质进口4轴计算机数控系统,具有良好的用户操作界面;工作头采用意大利进口大功率气冷高速主轴,高质量地完成各种钻铣削加工;采用高品质的交流伺服电机、滚珠丝杠、线性滑轨及轴承等机构以确保设备具有较高的加工精度;主轴采用HSD进口高速电主轴;带有8工位旋转刀具库,自动换刀;设有防护装置,完全保护操作者的人身安全;采用自动定位及夹紧系统;采用冷却喷雾系统,可对刀具进行冷却处理。

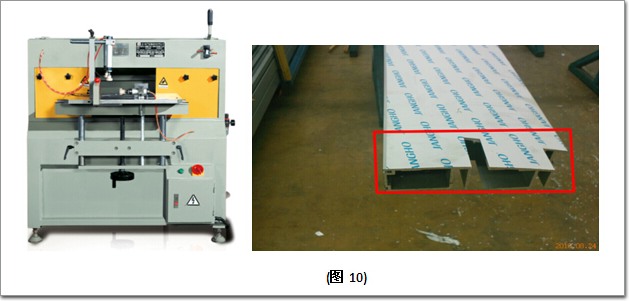
(10)带角度型材榫口一次成型
该技术的典型代表为金工生产的幕墙料端面铣床(KT-313C-M),如图10所示。该机床采用特制3KW主轴一体电机,手动控制进给,特大加工尺寸精度高;特别适用于铝合金型材和超大洁具材料的各种槽口加工;利用刀片垫圈可组合成不同尺寸的槽口尺寸,调节靠位板角度,一次铣削成带角度型材榫口。
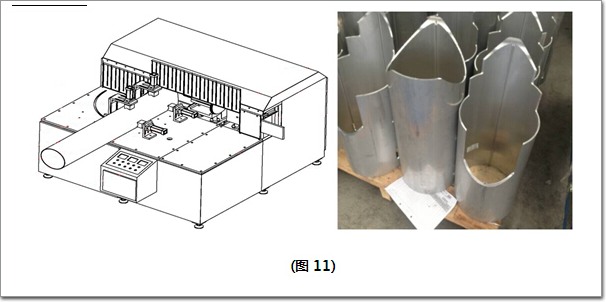
(11)复杂空间曲线一次成型
该技术的典型代表为金工生产的铝圆管相贯曲面的机加工设备,如图11所示。本装备一侧设有机加工台一侧设有机加工总成的机架,机加工台包括控制装置,及用于夹紧铝圆管的夹具总成;机加工总成包括横向进给机构、纵向进给机构、深度进给机构、用于加工铝圆管相贯曲面的刀具组件及用于用于驱动刀具组件的刀具旋转的驱动机构;刀具组件和驱动机构安装在纵向进给机构上,两进给机构之间通过上下调节机构连接,且两进给机构与控制装置及气液串联缸连接。本装备专门用于铝圆管相贯曲面的加工,且适用于不同直径的铝圆管,自动化程度高、加工速度快,可降低员工的误操作频率、劳动强度和加工时的危险性,同时有助提高良品率,尤其是提高大直径铝圆管加工的良品率;江河幕墙利用这款设备的加工性能成功中标位于卡塔尔多哈西部海湾区的一项大型综合商业发展项目---巴瓦金融中心。因该款新设备的出现为江河幕墙节约因此项目而重新投入的加工设备总额接近一个亿,不仅解决了大量固定资产的投入问题,同时解决技术、场地等多个问题。
(12)高性能穿条机
随着节能指标的不断提升,对铝门窗幕墙系统设计的要求越来越复杂,对其材料的要求也越来越高,尤其决定系统构造的隔热条,也会变得越宽越复杂。这就对隔热断桥铝合金门窗的穿条工艺提出了新的挑战,即如何保证隔热型材在穿条时实现高剪切力值,从而提升门窗幕墙在建筑物中的各项承载应力。
想要获得较高的剪切力值,首先需要通过打磨在铝型材上形成正确的齿痕形状,然后便进入了最关键的滚压环节。高质量滚压工艺意味着实现较高的剪切力值,并确保型材能够笔直滚压没有弯曲。然而要想实现较高剪切力值,必须正确运用滚压力。同时还须确保滚压力运用在正确的位置,滚压盘需要精准调节到位。滚压过程中,有时会出现锤头开裂的现象,其中一个原因在于使用的滚压设备稳定性较差,滚压时滚压力过大。



关注微信平台
免费获取采购商机
![]()




