东莞市东航机械设备有限公司
主营:宝玛+机床配件+机床耗材+数控机床+线切割+火花机+穿孔机+打孔机+雕铣机+加工中心+机床工作液
主营:宝玛+机床配件+机床耗材+数控机床+线切割+火花机+穿孔机+打孔机+雕铣机+加工中心+机床工作液


| 品牌: | 型号: |
|
主要用途及适用范围VMC系列立式加工中心机床是我公司与德国设计公司合作开发的一系列机型,它采用国际先进的机床设计理念、注重应用高科技分析,使用最新,最先进、最可靠的功能配件,打造出一款终极的加工利器。无论是精密零件加工或者一般模具加工,宝玛新一代BVMC系列立式加工中心,将为您提供无懈可击的优异性能,满足您高效率、高精度、高可靠的加工要求。 适用于:汽车零部件加工、模具等行业。  |
一款满足高效率、高精度、高可靠性的多样化加工要求的优异品质的立式加工中心机床。它采用德国先进的机床设计专利,整合高性能的主体结构、功能配件,运用严格的工艺制作而成。无论是精密加工零件或是一般的模具加工,此系列产品将为你提供上佳的功能服务。
机械优势—主机 BVMC立式加工中心床身、主轴等关键部件均采用米汉纳(密烘)铸件。铸件材质牌号为GC-275。铸件结构采用一体成型技术,箱体结构,加工上采用我公司的大型五面体加工机,一次装夹加工完成,机床具有高刚性、高强度,几何形位精度极佳。并能保证机床长期的稳定性和高精度。其它厂牌机床一般采用钢板焊接式或一般铸件结构,稳定性差、变形量大、会产生共振,机台寿命无法持久,无法重切削,易崩裂,造成重大损失。 | 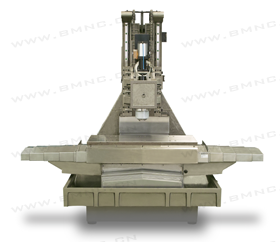 |
 | 密烘GC40型(GC275) 的应用 密烘GC40型最适合于浅铸厚度10-15mm的均质铸件。此类料型组织致密,强度好,硬度恰当,摩擦系数低,且具有自润性,故经表面淬火处理后,广泛地使用于金属面相互摩擦而造成热震的工件上,如工具机床身、头座、台面及汽缸套等,用途颇广。 |
机械优势—人字型立柱 加工中心的立柱主要是对主轴箱起到支撑作用,满足主轴的Z向运动。采用人字型结构形式的立柱,显著增强了机床的刚性与切削稳定性。适合强力铣削,负荷重量能力提升,无工作台悬垂等毛病。
|  |
 | 机械优势—独特的换刀机构
|
机械优势—高精度、高刚性主轴
BVMC立式加工中心主轴采用台湾一线品牌生产的主轴, 主轴转速范围8000-12000rpm。主轴孔的尺寸为No.40锥孔,切削力量强。主轴以同步齿形带传动,不易打滑,并可大幅度减低传动噪音及热量产生。主轴松刀采用独特稳定的气压推动油,双重作用,比单纯气压或油压松刀具有更高换刀速度及可靠性。主轴及三轴马达采用大马力系列伺服电机,扭力输出大、范围广,低转速即有高扭力输出,适合重切削。
机械优势—高精度精密滚珠丝杠
X,Y,Z轴传动丝杠全部采用台湾上银或银泰著名品牌,精度为P3级,直径φ40mm,导程12mm。此种品牌的丝杠在速度、精度等方面参数上在行业中处于领先地位。丝杠的支撑采用两端固定支撑并施加预拉伸以提高丝杠传动的刚性。三轴丝杠前后端支撑轴承均采用日本NSK产品,其产品在负荷、刚性、运动性能等方面都优于目前其它生产商的同类产品。丝杠与电机间的联轴器选用美国产梅花形夹紧式结构,此结构传动效率高,刚性好,传递扭矩大,扭转刚度高且自身转动惯量小,适应高速性。

机械优势—结构优化的重型线轨 宝玛机床X、Y、Z轴采用精密级滚珠线轨(标配)或滚柱线轨(选配)。宽度45mm台湾上银或银泰品牌,安装表面精密刮研。根据客户的要求选用滚柱导轨,滚柱导轨与滚珠导轨相比承载能力提高30%,减震提高15%,与硬轨相比,动态性能比硬轨提高300%,同等条件下比硬轨效率提高2%-15%,寿命提高3-6倍减少停机维修的时间和费用,节省能源5-20%。 机械优势—单轴三滑块结构 单轴三滑块结构使该轴负荷力增加30%左右,提高机床的承载能力,抗冲击能力强。 | 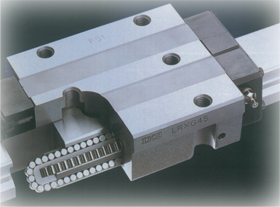 |
机械优势—螺母一体化设计
各轴都采用丝杠螺母座与本体一体化设计,极大的增强了进给轴的刚性,在重切削加速度运动冲击下保证不失精度。

宜人的操作环境,完美的防护外观造型设计
防止切削液中混入润滑油的油水分离结构设计、优良的排屑设备(选配)、操作平台安全简便
| X×Y×Z轴行程(mm) |
600×500×500 |
| 工作台上面到主轴端面的距离(mm) |
105-605 |
| 立柱前面到主轴中心的距离(mm) |
560 |
| 定位精度(mm) |
±0.005 |
| 重复定位精度 |
±0.003 |
| 主轴转数(rpm) |
8000/12000 |
| 主轴锥孔 |
锥度NO.40 |
| 工作台面积(mm) |
| 700×520 |
| 工作台最大承重(kg) |
600 |
| T型槽形状(mm) |
18T×P125×3 |
| 驱动功率(X、Y、Z)(kw) |
1.5,1.5,1.5 |
| 最大快速进给速度(X、Y、Z)(mm /min) |
24000/36000 |
| 最大切削进给速度(X、Y、Z)(mm /min) |
12000 |
| 刀柄形式 |
BT40 |
| 刀库容量(pcs) |
16 |
| 刀具交换时间(T-T/C-C)(sec) |
7/13 |
| 主轴功率A(30分/连续)(kw) |
7.5/5.5 |
| 电源(kva) |
18 |
| 空气源(Mpa/L/min) |
0.6/200 |
| 机床高度(mm) |
2500 |
| 占地面积(mm) |
2100x2100 |
| 机床重量(kg) |
5800 |

1.CPU及控制轴数
●1.1CPU位数:64位
▲ 1.2最大控制轴数(NC+SP+PLC+外围轴_):11
▲ 1.3最大主轴数:2
▲ 1.4 NC最大轴数6
● 1.5同动轴数:4
2.记忆补正容量关联
● 2.1标准加工程序记忆容量/程序个数:600米/400个程序
● 2.3共通变量组数最大:600组
● 2.4工具补正组数最大:标准400组
● 2.5工件坐标扩张组数:54组
3. 加工速度及精度支持方法
▲ 3.1高速加工模式III:G05P3(16.8m above)
● 3.2高精度控制1:G61.1(8.4m/min)
● 3.3高速高精度加工模式I(G5.1Q1):G5.1Q1(16.8m/min)
● 3.4高速高精度加工模式II(G5P10000):G5P10000(33m/min)
4. 特殊编辑编辑方式
● 4.1缓冲区修正(记忆/MDI/Computer Link B)
▲ 4.2缓冲区修正(HPS)
● 4.3整页编辑/整句编辑
5. 显示器实时计算机联机
● 5.1显示器:9CRT(琥珀色)
▲ 5.2显示器-选择规格:8.4”彩色TFT-LCD
▲ 5.3 IC卡高速程序服务器+以太网络(简称HPS):HR831+HR832+IC card
● 5.4计算机联机B(最大预读容量为32KB,约500个单位次):32KB/500B,传输率38400bps
▲ 5.5以太网络(10/100Mbps)HR831+HR832:
6. 语言及图形
● 6.1语言支持种类(日英德法义西中葡韩匈瑞荷):13国(含简体中文)
● 6.2 PLC程序写保护保护:
● 6.3图形仿真:
● 6.4图形刀具路径检查:
● 6.5图形比例缩放时,中心点保留:
7. 操作及程序支持机能
● 7.1工件中心点位置量测:B3A版
● 7.2工件坐标补正值计测自动输入机能:
● 7.3程序再启动:
● 7.4坐标显示值切换(程序值/手动插入量/次指令):
● 7.5核对停止:
● 7.6圆切削:
● 7.7工具位置补正:
● 7.8程序坐标回转:
● 7.9啄式同期攻牙/深孔攻牙(可以退到R点)
● 7.a比例缩放(G50/G51):B3A版
● 7.b参数镜像:
● 7.c外部镜像:
● 7.d程序镜像:
● 7.e特殊固定循环程序特殊固定循环程序(G34/35/36/37.1)
8. 补间机能
● 8.1极坐标指令(G15/16)
● 8.2圆筒补间(G07.1)
● 8.3螺旋补间(G17~19+G02/G03)
9. 维护机能及其它
● 9.1参数备分机能:
● 9.2波形显示机能:
▲ 9.3简易程序对话机能:Magicpro-NAVI MILL
▲ 9.4 APLC(客户导向开放画面)机能:APLC
▲ 9.5 PC个人计算机版之对话程序机能:PRO-CAM/M
▲ 9.6 MEL Link(1对5之DNC S/W软件):软件):MEL Link
▲ 9.7 M60S系列之操作,程序,异警/参数电子书:
| 名称 | ||||
| 01 | 电气箱热交换器 | |||
| 02 | 自动润滑系统 | |||
| 03 | 电子手轮 | |||
| 04 | 三色操作指示灯 | |||
| 05 | 防爆石英工作灯 | |||
| 06 | 中央润滑系统 | |||
| 07 | 三轴丝杆保护装置 | |||
| 08 | 全密闭式电气箱及热交换器 | |||
| 09 | 地基螺丝,垫块及工具箱 | |||
| 10 | 全密闭钣金罩 | |||
| 11 | 强力铣夹头、刀柄拉钉、锁刀架 | |||
| 12 | 切削吹气供给单元 | |||
| 13 | 平口钳、组合压板 | |||
| 14 | 使用说明书(包括系统操作手册、维修手册、机床使用说明书) | |||
| 15 | 主变压器 | |||
| 16 | RS-232传输线或CF卡(根据系统而定) | |||
| 17 | 电源线 (5m) | |||
| 18 | 冷却箱、废件箱 | |||
| 19 | 防锈袋包装(用于主机以槽钢木底板为包装底衬时) | |||
| 名称 | |||||
| 01 | 换到系统(圆盘式或斗笠式) | ||||
| 02 | 主轴油冷机 | ||||
| 03 | 自动排屑器(螺杆式或链板式) | ||||
| 04 | 第四轴(数控旋转台) | ||||
| 05 | 对刀仪 |










