在铝合金压力加工过程中, 一般是由原铝锭重熔、配制合金、铸造成铸锭, 再经轧制、挤压、锻造等生产成铝材在原铝锭第一次投人到生产中产生的废料循环使用, 直至完全变成成品的过程中, 有一部分铝锭由于氧化、烧损而消耗掉了, 此损耗量与铝锭投人量之比称之为原铝锭损耗率本文对此进行研究, 并推导出铝锭损耗率的一般计算公式。
1.原铭锭损耗率的影响因素
影响铝锭损耗率的主要因素有原铝锭一次投料烧损, 废料再次投人烧损及综合成品率
1.1一次投料烧损率
一次投料烧损率主要受合金种类、炉型、炉内气氛、熔炼温度及时间等因素的影响较大如合金中含镁、铿则易氧化烧损熔炼炉熔池的形状及加热方式对烧损都有影响, 采用火焰炉的烧损率较大, 一般为1.5%~3.5%采用电阻反射炉的烧炉率为1.0%~1.5%采用低频感应炉的烧损率为0.4%~0.6在比较落后的熔炼工厂中, 一般采用火焰炉熔化原铝锭、粗调化学成分, 在电炉内精调化学成分, 在静置炉内除气, 总烧损率为熔体随着熔炼温度升高、保温时间加长, 氧化烧损加大
1.2反复投料烧损率
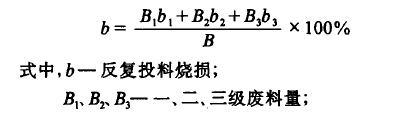
反复投料烧损率是指由熔铸至成品的过程中,各工序产生的废料在回炉熔化进一步加工至成品的一次加工过程中, 损耗掉的废料量占废料投人量的百分比它除了受一次投料烧损的影响因素制约外, 还主要受废料的表面状态影响一级废料, 即大块废料烧损率为3.0%~4.5%二级废料, 即打捆薄片废料、薄壁型材头尾等的烧损率为3.0%~10%三级废料, 即碎屑的烧损率可达13%~30%对于某一合金品种而言, 废品结构基本一定, 反复投料烧损率在一个很小的范围内波动反复投料烧损率可通过下面公式计算:
击下发生激烈的塑性变形, 伴随着塑性变形过程晶体发生滑移, 导致亚晶粒内位错密度的增加, 晶格畸变, 晶格间距发生变化喷砂后在表层将获得较为细密的显微组织。
在喷砂过程中,表层金属经历了易滑移阶段和形变强化等阶段在易滑移阶段,对变形提供主要贡献的是出现在晶体表面的位错。在低于结晶温度下, 位错对潜在的变形能有重要影响在塑性滑移条件下单位体积内的机械变形功将等于系统在单位体积中形成单位位错时热力势的增加现代形变强化理论认为位错形成了平面塞积群,它由几个受滑移面障碍阻滞的平面位错组成,其结果是流变应力增大塞积群位错的交互作用导致每一个位错能加。这样将使表面位错的化学位能增加这种表面化学位和表面活化能的改变对其后的阳极氧化的影响主要体现在导致阳极氧化时两极过电位和阳极表面活化能的改变在阳极氧化的阻挡层生成过程中,氧化电流服从下述公式

从上述公式可以看出表层组织的改变将会通过影响氧化电流而直接影响氧化膜层的性能随着表面活化能和两极过电位的增加, 其氧化电流减少, 结果在同样的氧化时间内获得的氧化膜致密层减薄, 耐蚀性降低。



关注微信平台
免费获取采购商机
![]()




